
Машина для литья под давлением, молоток с ручкой, детали из магниевого сплава
Цена
¥160.00 / ≈ 2 065 ₽
MOQ: 2 pcs
2шт - ¥160.00
Продавец
东莞市亚能机械科技有限公司
Рейтинг
5
Продано
1
Всего
В наличии
1967
SKU суммарно
Offer ID: 897326298890
Оформить заказ
Спецификация:
| Изображение | Спецификация | Цена (CNY / RUB) | В наличии | SKU ID | Кол-во / Корзина |
|---|---|---|---|---|---|
📦 | Die-casting machine hammer | ¥160.0 / ≈ 2 065 ₽ | 481 | 5918879339584 | |
📦 | Hammer head with handle | ¥160.0 / ≈ 2 065 ₽ | 491 | 5918879339585 | |
📦 | Other die-casting machine accessories | ¥160.0 / ≈ 2 065 ₽ | 495 | 5770717449307 | |
📦 | Die casting machine hammer head | ¥160.0 / ≈ 2 065 ₽ | 500 | 5770717449308 |
Статистика продавца
4.0
Сервис
Источник: API 1688
5.0
Логистика
Источник: API 1688
5.0
Споры
Источник: API 1688
5.0
Оформление
Источник: API 1688
4.0
Консультация
Источник: API 1688
82%
Повторные покупки
Источник: API 1688
5.0
Постпродажное
Источник: API 1688
Свойства товара
Номер заказа 8
Обработка и настройка Is
Номер товара 8
Категория Die casting machine
Бренд Strong
Модель 8
Алиас Die-casting machine accessories magnesium alloy hammer head, one-piece hammer head, hammer head with handle
Цель Beating the bar
Диаметр кристаллического диска 38
Сечение литой заготовки 38
Скорость литья 38
Годовой выпуск 15
Мощность мотора 1500
Тип литья Metal casting
Будет ли поставка товаров исключительно для трансграничного экспорта No
Описание товара
东莞市亚能机械科技有限公司
公司主要生产锌合金压铸机、铝合金压铸机、不锈钢压铸机、铜、铁压铸机设备等,公司提供全新压铸机设备,也可以为客户找寻其他压铸机设备。公司提供一站式服务,是生产和销售为一体的高新技术产业公司。




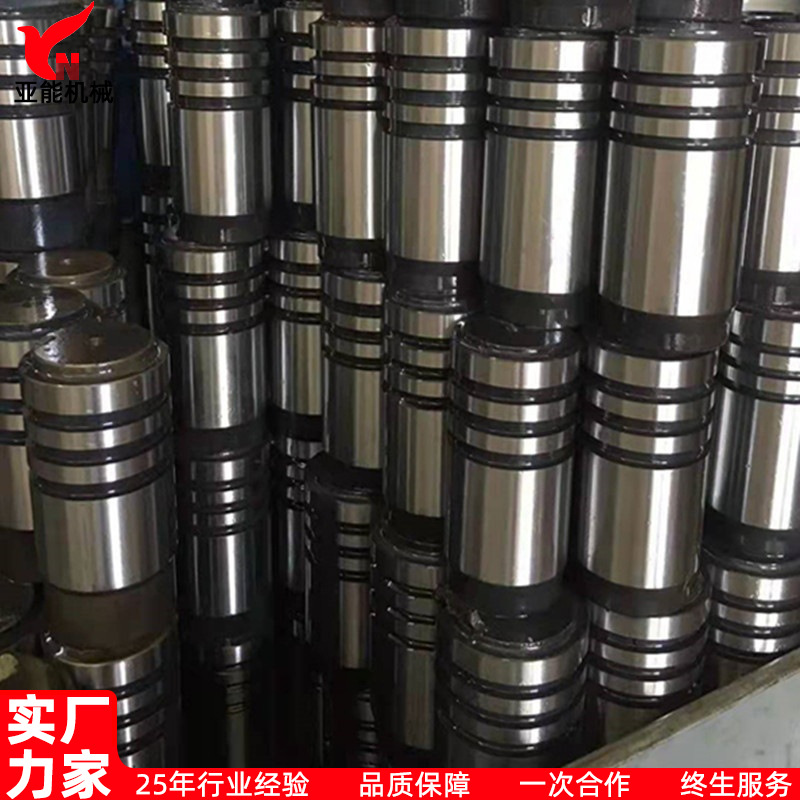

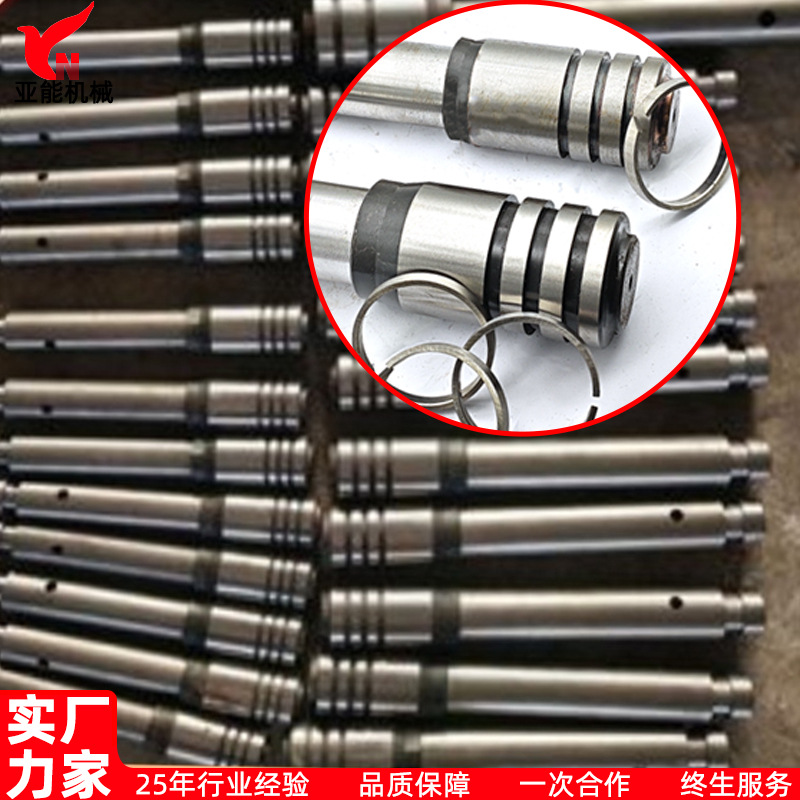



 压铸机配件镁合金锤头、连体锤头、锤头连柄
压铸机配件镁合金锤头、连体锤头、锤头连柄
安装
1.先将加工好的锤柄装上锤头并拧紧,把钢令套在锤头之坑位上;
2.然后将锤头放进熔炉预热约二十分钟;
3.再将锤头放进料之司筒内,调整好锤柄上端面与打料活塞杆下端面的距离后,安装并固
定好锤夹;
4.拆装锤头、锤夹时,必须保证坩埚上面有盖板隔离,防止烫伤。
使用要求
1.锤头与锤柄必须拧紧;
2.装好锤夹后,要转动锤柄锤头,保持可以转动;
3.坩埚内锌合立溶液的温度控制在410-430℃;
4.压铸锌合金的成分必须符合GB/T1381892的要求。
维护细则
1.控制坩埚中锌合金料温度为410—430℃,料温过高,会加快锤头、钢令、司筒、坩埚的磨损和腐蚀,严重时会卡死压射冲头。(正常料温时,锌合金液呈灰白色,料温过高时,呈暗红色);
2.每半个月检查熔炉探热针一次,抽出熔炉探热针,擦干净表面,检查是否被腐蚀,发现腐蚀现象及时更换;
3.及时清理坩埚中锌合金液面上合金渣,一旦合金渣进入料壶司筒内,拉伤钢令、锤头、料壶司筒,严重时卡死压射冲头;
及时添加锌合金料,保持锌合金液面不低于坩埚一寸,防止合金液面过低,合金渣进入料壶司筒内将压射冲头卡死;
5.应保持锌合金料干净,不得含有水分、油污及其他杂质;
6.停机时间过长,停机前应拆下压射冲头,并将合金液舀出至坩埚1/3处,注意熔炉探热针不能离开合金液面;
7.定期更换钢令(建议一个半月一次)压射冲头(建议四个月一次);




